

Penyebab Garis-Garis Monofilamen dan Tindakan Pencegahan serta Perbaikannya
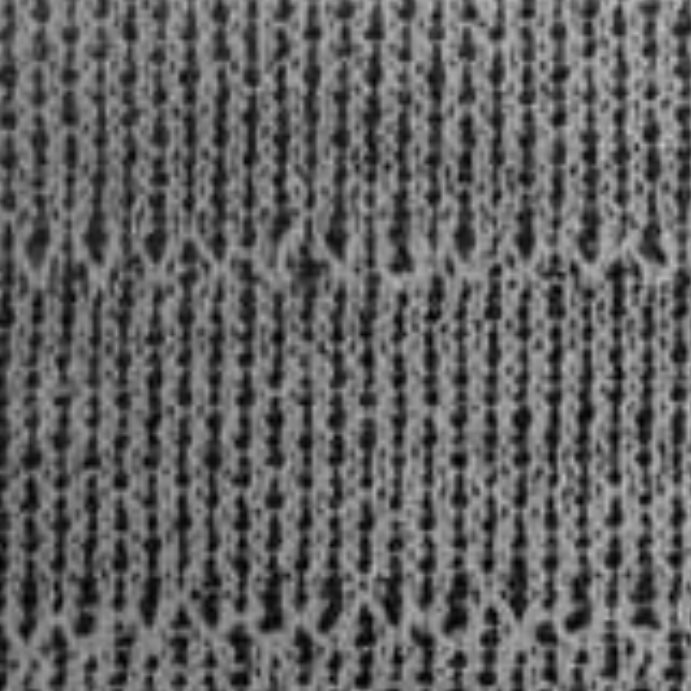
Garis-garis monofilamen mengacu pada fenomena di mana satu atau beberapa baris gulungan pada permukaan kain terlalu besar atau terlalu kecil, atau jaraknya tidak merata dibandingkan dengan baris gulungan lainnya. Dalam produksi aktual, garis-garis monofilamen yang disebabkan oleh bahan baku adalah yang paling umum.
Penyebab
a. Kualitas benang yang buruk dan perbedaan warna pada monofilamen, seperti benang yang dipintal terlalu rapat, filamen serat kimia dengan nomor batch yang berbeda, filamen tanpa warna, atau benang campuran dengan nomor benang yang berbeda, secara langsung menyebabkan terbentuknya garis-garis horizontal pada monofilamen.
b. Ukuran tabung benang sangat berbeda atau gulungan benang itu sendiri memiliki bahu cembung dan tepi yang rata, sehingga menghasilkan tegangan penggulungan benang yang tidak merata, yang mudah menghasilkan garis-garis horizontal monofilamen. Hal ini karena ukuran tabung benang yang berbeda akan membuat titik penggulungan dan diameter cincin udara penggulungannya berbeda, dan hukum perubahan tegangan penggulungan pasti akan sangat berbeda. Selama proses tenun, ketika perbedaan tegangan mencapai nilai maksimum, mudah menyebabkan jumlah pemasukan benang yang berbeda, sehingga menghasilkan ukuran gulungan yang tidak merata.
c. Saat menggunakan bahan baku berpori dan berdenier sangat halus untuk pemrosesan, jalur benang sutra harus sehalus mungkin. Jika pengait pemandu benang sedikit kasar atau noda minyak mengeras, sangat mudah menyebabkan beberapa monofilamen bahan baku putus, dan perbedaan warna monofilamen juga akan terjadi. Dibandingkan dengan pemrosesan bahan baku konvensional, metode ini memiliki persyaratan yang lebih ketat pada peralatan, dan juga lebih mudah menghasilkan garis horizontal monofilamen pada kain jadi.
d. Mesin tidak disetel dengan benar,cam penekan jarumterlalu dalam atau terlalu dangkal di tempat tertentu, yang menyebabkan tegangan benang tidak normal dan ukuran gulungan yang terbentuk berbeda.
Tindakan pencegahan dan perbaikan
a. Pastikan kualitas bahan baku, gunakan bahan baku dari merek terkenal sebisa mungkin, dan terapkan standar pewarnaan dan indeks fisik bahan baku secara ketat. Standar pewarnaan di atas 4,0, dan koefisien variasi indikator fisik harus kecil.
b. Sebaiknya gunakan gulungan sutra dengan berat tetap untuk pemrosesan. Pilih gulungan sutra dengan diameter gulungan yang sama untuk gulungan sutra dengan berat tetap. Jika terdapat pembentukan tampilan yang buruk, seperti bahu cembung dan tepi yang runtuh, hal tersebut harus dihilangkan sebelum digunakan. Sebaiknya warnai sampel kecil selama pewarnaan dan penyelesaian. Jika muncul garis-garis horizontal, pilih untuk mengganti ke warna yang tidak sensitif atau tambahkan bahan perawatan garis horizontal untuk menghilangkan atau mengurangi garis-garis horizontal tersebut.
c. Saat menggunakan bahan baku berpori dan berdenier sangat halus untuk pemrosesan, penampilan bahan baku harus diperiksa secara ketat. Selain itu, sebaiknya bersihkan jalur benang sutra dan periksa apakah setiap struktur pemandu kawat halus. Selama proses produksi, amati apakah ada rambut kusut di alat penyimpanan benang pakan. Jika ditemukan, segera hentikan mesin untuk mencari penyebabnya.
d. Pastikan kedalaman segitiga pengukur tekanan pada setiap benang pengumpan konsisten. Gunakan alat pengukur panjang benang untuk menyesuaikan posisi tekukan setiap segitiga secara halus agar jumlah pengumpanan tetap konsisten. Selain itu, periksa apakah segitiga benang yang ditekuk aus atau tidak. Penyesuaian segitiga benang yang ditekuk secara langsung memengaruhi ukuran tegangan pengumpanan benang, dan tegangan pengumpanan benang secara langsung memengaruhi ukuran gulungan yang terbentuk.
Kesimpulan
1. Garis-garis horizontal monofilamen yang disebabkan oleh kualitas bahan baku adalah yang paling umum terjadi dalam produksi kain rajutan melingkar. Sangat penting untuk memilih bahan baku dengan tampilan dan kualitas yang baik untukmesin rajut melingkarproduksi.
2. Perawatan harian mesin rajut melingkar sangat penting. Keausan beberapa bagian mesin dalam pengoperasian jangka panjang meningkatkan penyimpangan horizontalitas dan konsentrisitas silinder jarum mesin rajut melingkar, yang sangat mungkin menyebabkan garis-garis horizontal.
3. Penyesuaian cam penekan jarum dan busur penenggelaman selama proses produksi tidak tepat, yang menyebabkan gulungan abnormal, meningkatkan perbedaan tegangan pengumpanan benang, dan menyebabkan perbedaan jumlah pengumpanan benang, sehingga menghasilkan garis-garis horizontal.
4. Karena karakteristik struktur kumparankain rajutan melingkarSelain itu, sensitivitas kain dari berbagai organisasi terhadap garis horizontal juga berbeda. Secara umum, kemungkinan munculnya garis horizontal pada kain satu area seperti kain sweat relatif tinggi, dan persyaratan untuk mesin dan bahan baku juga relatif tinggi. Selanjutnya, kemungkinan munculnya garis horizontal pada kain yang diproses dengan bahan baku berpori dan berdenier sangat halus juga relatif tinggi.
Waktu posting: 07 Juni 2024